返回
模具加工
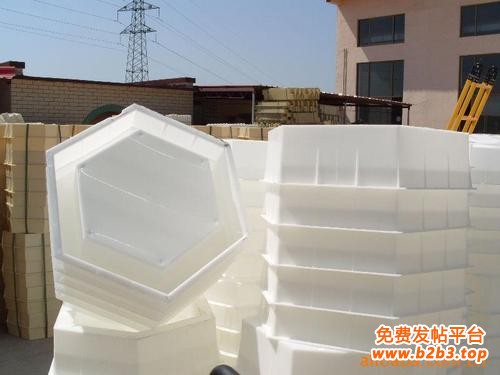
高速护坡模具 铁路护坡模具 塑料模具制作
2023-05-16 10:46 浏览:
10
价格:未填
品牌:精达模具
材质:聚丙烯
加工定制:是
作用对象:混凝土
起订:10
供应:9999
发货:3天内
发送询价
河道护坡模具主要用于生产河道两旁护坡的护坡砖。并且产品纹路清晰、规格标准、抗挤压能力强、不变形等特点。在使用模具后要及时的对模具进行深度的清理维护,以方便以后的使用。这种护坡模具对于各建筑工程都很重要,为防止崩塌,同时可在坡面修筑护坡工程时起到加固作用,这可比削坡节省投工的速度要快的多。
联系方式
公司:
定州精达科技有限公司
状态:
离线
发送信件
在线交谈
姓名:刘晗旭(先生)
电话:
0312-2737640
手机:
15933594613
地区:河北-保定市
地址:
河北省定州市开元工业园区
发表评论
0评