精度:0-1-2-3
硬度:hb170-240
留言咨询
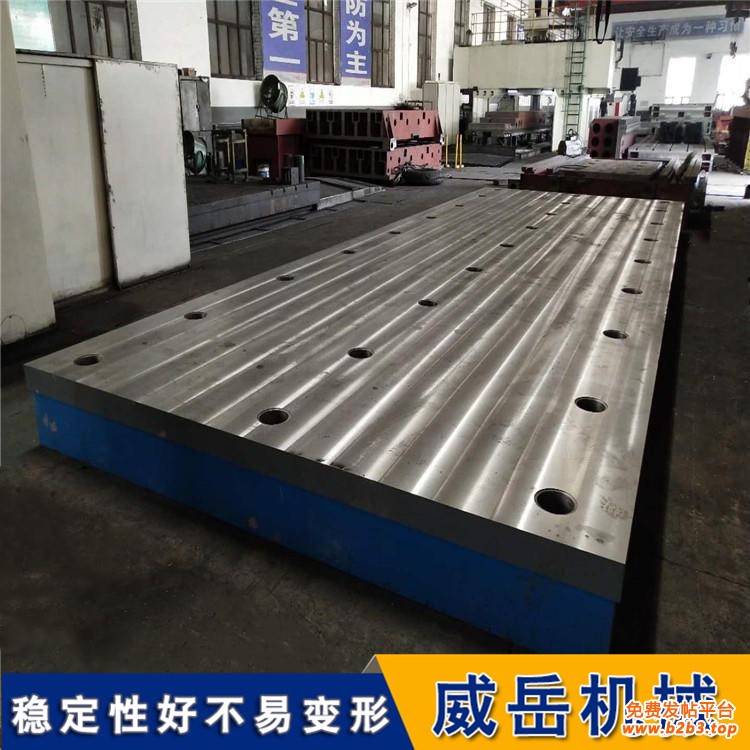
铸铁地板是如何家喻户晓的呢?靠什么优势稳步前进?
铸铁地板砂眼主要是由于合金熔炼工艺及浇注工艺造成的(包括浇注系统的设计不正确),模具本身不会引起渣孔,模具是避免铸铁地板渣孔的方法。铸铁地板浇注系统设置正确或使用铸造纤维过滤网。采用倾斜浇注方式。选择熔剂,严格控制铸铁地板品质。
铸铁地板裂纹(热裂纹、冷裂纹)形成原因:铸铁地板金属模铸造容易产生裂纹问题,因为金属模本身没有退让性,冷速度快,容易造成铸铁地板内应力大,开型过早或过晚小或过大,涂料层太薄等都易造成铸件开裂,铸铁地板模具型腔本身有裂纹时也容易导致裂纹。应注意铸件结构工艺性,使铸件壁厚不均匀的部位均匀过渡,采用合适的圆角尺寸。调整涂料厚度,尽可能使铸铁地板各部分达到所要求的冷速度,避免形成太大的内应力。应注意金属模具的工作温度,调整模具斜度,以及适时抽芯开裂,取出铸件缓冷。
铸铁地板冷隔形成原因:金属模具排气设计不合理,工作温度太低,涂料品质不好,浇道开设的位置不当,浇注速度太慢等。正确设计浇道和排气系统,大面积薄壁铸铁地板,涂料不要太薄,适当加厚涂料层有利于成型,适当提高模具工作温度,采用倾斜浇注方法,采用机械震动金属模浇注。
铸铁地板砂眼形成原因:由于砂芯表面掉下的砂粒被铜液包裹存在与铸件表面而形成孔洞。砂芯表面强度不好,烧焦或没有完全固化。砂芯的尺寸与外模不符,合模时压碎砂芯。模具蘸了有砂子污染的石墨水。浇包与浇道处铸铁地板相摩擦掉下的砂随铜水冲进型腔。砂芯制作时严格按工艺生产,检查品质,铸铁地板砂芯与外模的尺寸相符,是墨水要及时清理,避免浇包与砂芯摩擦,下砂芯时要吹干净模具型腔里的砂子。
铸铁地板冷隔与浇的形成:浇注系统设置不当或浇口截面太小,铸铁地板充型速度太慢,直浇口太短,压头不够。错箱或芯子未下到位,造成局部壁薄。铁液未合时冷。浇注温度太高,铸铁地板砂芯在高温下变形,造成局部壁薄,冷铁位置设置不当。浇注时断流,浇注不稳或一次铁液量不足二次补浇时易产生冷隔。铁液严重氧化,造成流动性差。芯子发气量大,在管壁内部形成气流纹,形似冷隔。芯子耐火度差,在高温下变形,造成铸件局部壁薄或无壁厚。铸铁地板铁液温度太低,降低了铁液的流动性。铁液中碳、硅量较低,含硫量较高时,降低了铁液的流动性。在线浇注时,线运行,铁液包晃动,浇注不稳。铁液在型腔中流动时由于排气不畅,使流动受阻。跑火造成冷隔。涨芯造成局部壁薄,形成冷隔。铸件壁厚太薄或薄壁面积太大。
陶瓷网档渣效果好,但阻流,易产生冷隔。芯撑过小,过少,未下到位都有可能造成漂芯,导致铸铁地板壁薄。砂芯或铸型涂料刷得过厚,或涂料有堆积物都会导致铸件局部壁薄,形成冷隔。套箱内侧一边粘有砂子,套箱时砂胎错位。铸铁地板生产线转运小车平板上粘有干砂,砂胎运动突然受阻,上箱错位。锥销、销套、模型磨损,导致合箱错位。
适当加大铸铁地板浇口尺寸,增设内浇口,在易冷隔处增加溢流槽或冒口。铸铁地板内浇口不宜离铸件薄壁处太远,或适当增加薄壁处的厚度。检查箱套配合,保证准确,以免错箱造成壁薄。铸铁地板砂芯牢靠,下芯到位。适当调高铸铁地板浇注温度在保证不冷隔的前提下,尽可能的降低浇注温度。控制合适的铸铁地板铁液化学成分,尽量降低含硫量。一次浇满,避免补浇。并且在浇铸时,不可断流。防止铸铁地板铁液氧化,冲天炉熔炼时防止底焦过低。电炉熔化时,铁液不宜在炉内停放时间过长,宜在低温下保温,铸铁地板表面覆盖提高砂芯耐火度和高温强度,铸铁地板芯盒分型面清理干净,避免涨芯。
联系人威岳机械谢女士15350773479