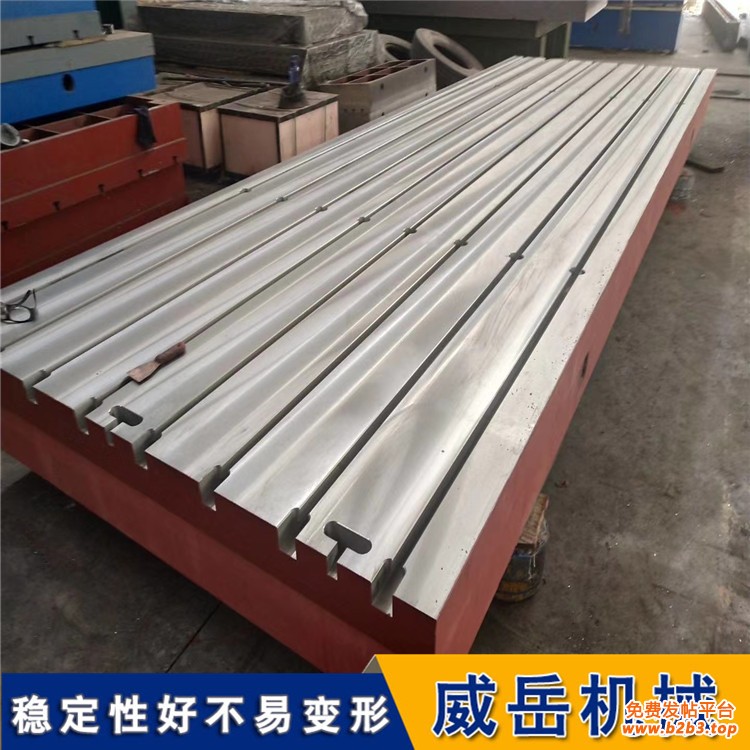
精度:0-1-2-3
硬度:hb170-240
留言咨询
解析铸铁地板备在业界能频繁使用的主要原因
铸铁地板的生产设计上采用箱体式、筋板式或其他结构型式,在铆焊平台的相对两侧面上,应有安装手柄或吊装位置的设或圆柱孔,铸铁地板经检定符合标准要求后,应附有产品合格证,铸铁地板产品合格证上应有本标准的标准号和产品序号。
从铸铁地板的整个检验过程中来看,铸铁地板本身为测量基面,其放置应稳定,用自准直仪检定时,仪器与铸铁地板不在同一刚支架牢固性尤为重要。所以铸铁地板的检定规程要求检定场地应牢固稳定,检定地点应避免振动。这是因为:工厂常将小铆焊工台或桌子上,牢固稳定性差。检定人员在铸铁地板附近的走动、检定工具在装配平台上的移动,都会产生不同的重力,使铆间位置发生变化,测量结果不,所以检定这类铸铁地板时应移至牢固稳定的场地上,避免重力变化对测量结果的影响。
铸铁地板铁液上升速度快,不容易氧化:铁液对型腔的烘烤时间短,减小涂层开裂、脱落的可能性,减少铸件夹渣的产生,防止出现浇不足、冷隔问题,使型腔内气压大,迫使气体容易从铸型向外排出,铸铁地板不容易产生气孔类问题:铆焊平台各部的温度差小,防止裂纹发生。铆焊平台问题种类繁多,影响铸铁地板质量的因素存在于与铆焊平台生产有关的每道工序中,大型铸铁地板的点是尺寸大大、质量重、浇注的铁液多、壁厚相对较厚,形状有的简单、有的复杂,不同领域的铸件,具有不同的要求,大型铸铁地板浇及浇注需掌握的主要原则为分散底注,快速浇注(多加出气冒口),高温浇注(加强芯子排气)。分散底注式浇注优点:有利于金属液平稳地充满铸型,减少金属液氧化,对型、芯冲击力小,防止造成铸铁地板冲砂,减小紊流,减少气体裹人,有气体的排出,有利于除渣,避免各部温差过大,有利于减少铸件收缩应力,对长、薄铸铁地板有利于减小变形量,有利于防止裂纹。缺点:如果充型时间过长,金属液在型腔上升中长时间与空气接触,表面易生成氧化皮(需快速浇注予以克服),铸铁地板铸件下部温于补缩(对灰铸铁件影响不大)。
快速浇注优点:铸铁地板铁液上升速度快,不容易氧化:铸铁地板铁液对型腔的烘烤时间短,减小涂层开裂、脱落的可能性,减少铸件夹渣等问题的出现浇不足、冷隔问题,使型腔内气压大,迫使气体容易从铸铁地板向外排出,铸铁地板不容易产生气孔等孔洞类问题:铆焊平台各部小,防止裂纹发生。缺点:低强度类型的砂型易产生冲砂类问题,对于树脂砂等强度较高的砂型影响较小,铸铁地板浇注系统的截面积有所大,铸率有所降低。
合理浇铸时间的确定:铸铁地板生产中常用浇注时间表示浇注速度。对铸件而言,浇注时间长,意味着浇注速度慢,反之意味着浇注速度快。适宜的浇注时间应根据铸件质量、壁厚、结构、技术要求等综合考虑而定。铸铁地板浇注时间与铸件结构、材质、铸型条件、浇注温度等因素有关,每一个铆焊平台都有一个合理的浇注时间与其对应。浇注时间无完善的计算公式,一般依据各种经验公式与图表及铸件质量来确定。铸铁地板浇注时间确定后,再按选择的截面比计算浇注系统各单元的截面积。
高温浇注优点:流动性好,可避免因底注而容易形成的铸铁地板残缺类问题,可得到轮廓清晰的铸件,可避免裂纹、冷隔类问题:可避免孔类问题(浇注温度根据铸件壁厚及结构形状适当提高,不是越高越好)。缺点,容易产生粘砂问题,铸铁地板容易产生冲砂问题,一别厚大件易造成组织粗大,厚大球铁件有缩孔、缩松倾向:大石墨漂浮倾焊平台的生产,其实际浇注时间的长短、浇注速度的快慢,对铸铁地板的质量有直接的影响。
联系人威岳机械谢女士15350773479