精度:0-1-2-3
硬度:hb170-240
留言咨询
不为人知的铸铁地板的生产工艺及流程
铸铁地板降低脆性,或减少内应力,铸铁地板钢件淬火后存在很大内应力和脆性,如不及时回火往往会使钢件发生变形甚至开裂。获得工件所要求的机械性能,工件经淬火后硬度高而脆性大,为了满足各种铸铁地板工件的不同性能的要求,可以通过适当回火的配合来调整硬度,减小脆性,所需要的韧性,塑性。稳定工件尺寸
对于退火难以软的某些合金钢,在淬火(或正火)后常采用高温回火,使钢中碳化物适当集,将硬度降低,以利切削加工。铸铁地板的生产还需要正火正火是将钢件加热到临界温度以上30-50℃,保温适当时间后,在静止的空气中冷的热处理工艺称为正火。铸铁地板正火的主要目是细化组织,钢的性能,获得接平衡状态的组织。正火与退火工艺相比,其主要区别是铸铁地板正火的冷速度稍快,所以铸铁地板正火热处理的生产周期短。故退火与正火同样能达到零件性能要求时,尽可能选用铸铁地板正火。大部分中、低碳钢的坯料一般都采用正火热处理。一般合金钢坯料常采用退火,若用正火,由于铸铁地板却速度较快,使其正火后硬度较高,不利于切削加工。
我们铸铁地板淬火常用的冷介质是盐水,水和油。盐水淬火的工件,容易高的硬度和光洁的表面,不容易产生淬不硬的软点,但却易使铸铁地板变形严重,甚至生开裂。而用油作淬火介质只适用于过冷奥氏体的稳定性比较大的一些合金钢或小尺寸的碳钢工件的淬火。
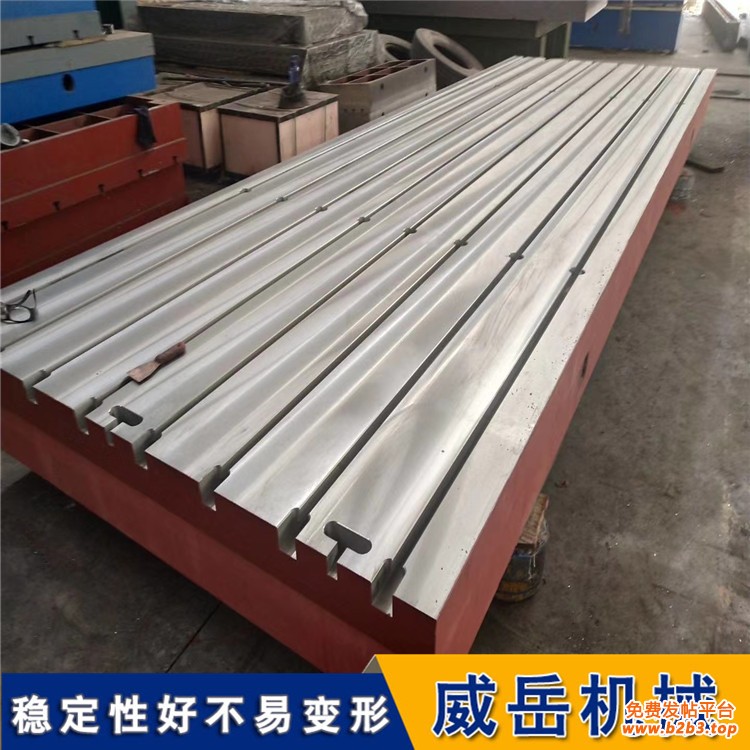
铸铁地板工作面不应有裂纹、锈斑、划痕、碰伤、凹陷、杂质以及影响平板准确度的其他问题;使用中的划线平板允许有不影响准确度的问题。检定方法采用目力观察和试验。铸铁地板尺寸小于或等于400mm*400mm的划线平板工作面上不得有砂眼。尺寸大于400mm*400mm的铸铁地板工作面上,直径不大于15mm且间距不小于80mm的铸铁地板砂眼允许用相同材料堵塞,但堵塞砂眼的数量不得超过6个。堵塞砂眼处材料的硬度应稍低于周围材料的硬度。
合理确定铸铁地板分型面尽量减少分型面,以减少因分型面所形成的飞边、表面凹凸等铸造表面问题;提高坭芯的整体性,减少坭芯之间的接合数目,减少坭芯之间或坭芯与型之间的配合间隙,以提高铸铁地板的表面凹凸度及轮廓清晰度。铸铁地板工艺参数的选择工艺参数对铸件尺寸精度以及轮廓清晰度有较大的影响。经过多次工艺试验,对每一工艺参数都认真选择。
广泛地应用铸铁地板铸造工艺成果,提高铸铁地板铸造工艺水平,以减少铸造问题,特别是铸铁地板表面问题在工厂生产过程中,按顺序直接改变生产对象的形状尺寸、物理机械性质,以及决定零件相互位置关系的过程统称为铸铁地板制造工艺过程,简称为工艺过程。因此,铸铁地板工艺过程是生产过程的主要部分。工艺过程可分为铸造、锻压、焊接、冲压、机械加工、热处理、表面处理和装配等过程。
联系人威岳机械谢女士15350773479